【前羽】【干货求吐槽】自己总结的研磨理论——皮具工具篇

【前羽】自己总结的研磨理论——皮具工具篇
本文大纲
一、写在前面的话
二、研磨的基础理论
三、磨料的种类和选择
四、几种常见的打磨方法
五、裁皮刀的打磨
六、削薄刀的打磨
七、笔刀的打磨
八、宽铲的打磨
九、冲子的打磨
十、削边器的打磨
十一、 锥子的打磨
十二、 一些误区
十三、 皮友问题的集中回复
本文较长,为方便阅读后期我会做一个精简版本出来。
写在前面的话
在客服无数次的抗议和警告后(每天一堆人问如何打磨,客服说她已经接待不过来了,再不写这篇文章她就把我开除了!),我决定把研磨相关认真地写一写。
另外一个方面,现在网上工具打磨的视频很多,但是都不成体系,皮友们看完仍旧是一头雾水,然后是买这个买那个,浪费金钱和精力。
这篇文章是一篇总成的文章,会配备,以后有其他工具需要打磨的话,还会陆续增加,以2.0,3.0版本发表文章,争取让大家看这一篇文章就够了。
实用主义者可以跳过研磨基础理论这个环节,直接看底下各种工具的打磨方法。后期会有简化版本出来。
最后一部分是一些误区及常见问题,希望各位皮友能好好看看,我想会对大家能有帮助的。
我的水平有限,大多是自己慢慢摸索出来的经验,说得有失偏颇的地方,还请大家斧正!
研磨的基础理论
这里要先介绍一些基础的知识:
金属表面的研磨,主要是磨料在金属表面制造划痕的过程。划痕越细腻,金属更光洁。例如
这是不同砂纸目数下的划痕,在微距镜头下的表现
240目

400目

1000目

通常我们说的240目,400目指的是什么意思呢?百度给出的定义是:目数,物理学定义为物料的粒度或粗细度,一般定义是指筛网在1英寸(25.4mm)长度内的孔数。目数越大,说明物料粒度越细;目数越小,说明物料粒度越大。筛分粒度就是颗粒可以通过筛网的筛孔尺寸。
从而可以知道,240目的磨料(砂纸磨刀石等),其组成颗粒会比400目的磨料更粗,从而在金属表面留下更大的划痕。
我查了一下各标准目数对应的筛孔尺寸:
筛孔尺寸:0.125mm标准目数:120目
筛孔尺寸:0.106mm标准目数:140目
筛孔尺寸:0.090mm标准目数:170目
筛孔尺寸:0.0750mm标准目数:200目
筛孔尺寸:0.0630mm标准目数:230目
筛孔尺寸:0.0530mm标准目数:270目
筛孔尺寸:0.0450mm标准目数:325目
筛孔尺寸:0.0374mm标准目数:400目
从表中可以看出,240目的磨料,颗粒大小为120目的一半,也就是说目数越高,意味着抛光性能越好,磨削能力越差。目数越高,颗粒越细腻,在金属表面形成的划痕就越小,金属就越光洁。
这里也很好地解释了为什么研磨过程中,要从低到高依次按目数打磨,如果跳跃的目数太大,细颗粒无法彻底抹去粗划痕,就会造成划痕不够整齐影响最终效果。
这里要说明的是,硬度再高的磨料,去磨硬度相对较低的金属,自身也是会有损耗。所谓水滴石穿就是这个道理。
金属表面的划痕粗细决定了表面光洁程度。
有人会问,很多金属表面抛得跟镜子一样亮,上面也有划痕吗?答案是肯定的。
以手工研磨为例,砂纸上到3000目就基本呈现出镜面的状态,这是因为研磨到这个目数,整体划痕已经比较细腻,反射光线以后,使人眼认为金属表面呈现视觉效果为镜面。实际上,拿到强光或者显微镜下观察,上面还是有很多不规则的划痕。所以说,无痕的镜面,对制作者的打磨功力要求很高,作品价格也相当不菲!
但是为什么高目数天然砥石磨出来的却不是镜面,而是像雾气一样哑光的表面呢(某些人造砥石也能磨出这样的效果,可能是在磨料中加入了天然砥石成分,具体没有接触过不敢妄言)?这是由划痕的形状决定的。人造材料,材质比较稳定,同一目数研磨,形成的划痕类似V型,比较整齐,形成镜面反射。而天然材料,由于质地较软,在研磨过程中,磨料颗粒容易碎裂变细,所以实际上在研磨过程中会产生很多大大小小的划痕。这样就会造成金属表面产生漫反射,形成雾面的视觉效果。
V划痕反射示意图

U划痕反射示意图(其实应该是不规则的U型)

其中红色为入射光线,绿色为反射光线。
研磨方向的重要性
值得说明的是,研磨方向,要尽量保持一致,这样表面光洁度会比较高。高目数上面可能感觉不明显,但是如果是40目的粗划痕呢?会严重影响刃口的切入效果。
下面是金属表面在400目磨料作用下,不同研磨方向显现出来的效果,
整齐划一研磨-平磨图

杂乱研磨

研磨产生的微锯齿有利于提高切割性能,。在微观条件下刃口的细节受限于器材拍不出来,网上有很多用微观显微镜拍摄的图片可以查阅,此处不再引用,抱歉。
打磨方向以和刃口垂直的方向为最佳,否则刃口碳化物容易脱离剥落造成易钝的现象。
打磨方向的示意图

这就是为什么圆弧头的削薄刀打磨需要从刀头往手柄方向磨的原因!
皮具工具研磨分类
我自己把皮具工具所接触到的研磨分为两类:工业研磨和手工研磨两大类。
工业研磨存在于工具制作过程中,比如削薄刀,需要进行表面平磨,V磨开刃,手柄与龙骨的侧边打磨平整等,这些加工量较大,都由磨床等机械完成。这里就不赘述了。
手工研磨主要用于平时用户层面对工具/刃具的锋利度恢复等。这个是咱们这次主要要讲的重点。
皮具工具刃口的锋利度的决定因素
皮具工具,刃口的锋利度,主要取决于以下几点:
A. 工具本身所使用的材料。很简单,铝合金是磨不出锋利的刃口的。一般来说,粉末钢或者低合金含量的钢颗粒会细腻一些,容易出刀锋。
B. 工具本身的刃角大小。15度刃角,会比60度刃角更锋利,剃须刀片肯定比柴刀锋利。
刀刃的横截面一般有几种以下一些形制:

其中我们日常使用的开刃方式是(1),,第(6)(7)两种形制刃角最小最锋利。
削薄刀的单边蛤刃(刀刃微凸)和裁皮刀的单边平刃如下图所示:

蛤刃是为了防止刀刃过薄减小强度,单边开刃则是为了锋利。
之所以采取不同的形制,实际上是要根据产品的设计出发点,以及钢材的不同特性来决定。
C. 切割部位的刃线长短。骑兵使用的砍刀用的都是圆弧形的刀刃,原因在于同样的力,接触面的刃线越短,单位面积的压强更大,更容易切入,,侵入感更强。
D. 刃口的研磨质量。刃口研磨得越光洁,切入的阻力和摩擦力就越小,给人“更锋利”的感觉。
重点:刃口研磨质量
刃口的研磨质量是需要重点讲一下的:关键就是在每一个目数充分研磨并研磨至足够高的目数。
假设我手头有一块用钝了的刀片。首先,观察刀片表面研磨的精细程度,发现是400目左右的磨料开的刃。
追求极致的做法(不推荐):用320目的磨料去除400目留下的划痕,再上400目打磨,如果发现400目研磨过程中出现了用400目无法修复的划痕(例如前期打磨过程中120目,240目留下的),就要返回到该瑕疵目数(120目,240目等)重新打磨去除划痕,然后再用400目研磨。接着是600目,800目,1000目,1200目,1500目,2000目,2500目,3000目依次上升。中间不要进行目数的跳跃,不然容易造成一些划痕去除不了。
实际简洁的做法(实用推荐):X目(X可以是600,800,1000)研磨刃面,接下来用X的2倍目数进行研磨,最终用青棒/抛光膏荡刀。400目的刃口,在1000目磨料的研磨下,虽然会留下一些划痕,但是会随着后期研磨变得越来越浅,从实用的角度来说,牺牲这点光洁度来换取研磨所花费的时间是值得的。
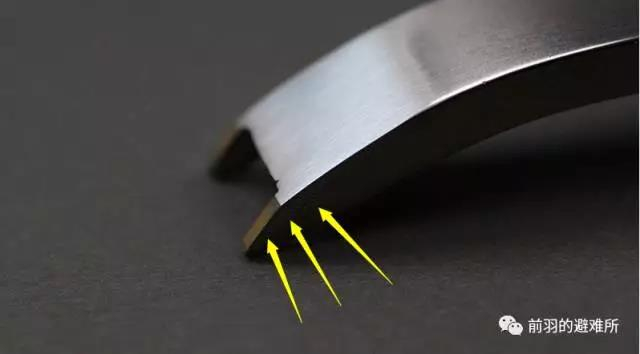
去不掉的划痕

图上可见,裁皮刀是400目开刃,后经1000目研磨,青棒荡刀(约3000~5000目)后,表面还是存在着一些细小的划痕,但是这把刀已经变得非常锋利。
除了刃口研磨的目数以外,刃口的平滑连续性也和研磨质量相关。例如下图。
裁皮刀被磨刀石磨得坑坑洼洼

由于裁皮刀在磨刀石上磨得坑坑洼洼,造成刃面上很多棱面相交,形成极大的阻力,即便刃口初始锋利度较高,也会很快下降给使用者造成困扰。
正常情况下应该将其磨成如下微微的蛤刃或者V刃。


实现这一步骤非常简单,在砂纸上完成即可,由于砂粒所附着的纸张有一定的柔软性,砂纸会紧密贴合住这些棱面将其磨成微弧面。
磨料的种类和选择
最常见的磨料主要是:砂轮,砂带,金刚石板,磨刀石,砂纸,研磨膏。
砂轮砂带一般用于工业生产,业余玩家大多没有条件,就暂时不提。
有一点比较重要的是,同目数的不同磨料,颗粒粗细不同,研磨效果也不同,所以让人比较头疼,很多时候还是需要肉眼来辨别目数和研磨效果,经验比较重要。
以400目为例,金刚石板400目最粗,其次是磨刀石,砂纸会细腻一点,研磨膏最细腻。
另外,磨料在研磨过程中,颗粒会碎裂,导致实际研磨目数上升。例如400目的砂纸,用的时间久了,会发现磨削力越来越弱,抛光性能却有所上升。
金刚石板:金刚石板一般目数都比较低(高目数的非常贵),磨削力非常强,主要用来修正崩口,不适合做刃面的精细打磨。也可用于修正磨石的凹陷。金刚砂粒一般损耗比较快,我个人觉得是属于可买可不买的一类。
磨刀石:磨刀石属于传统的研磨用具,主要用于传统刀具的研磨,对于皮具工具的研磨来说用处不大。个人意见是可以备一块国产粗目数的(240目),用来修整崩口,用废了也不心疼。
皮圈早期有一种误解,就是裁皮刀要用磨刀石来磨,这是完全错误的!
首先来看磨刀石的特性,就是便宜,磨削力优良,非常地平整,适合磨传统的刀具。
因为传统的刀具多为二次开刃,即V面开到刀刃部分后,再进行开刃。所以刃面极窄,适合在磨刀石上来回磨。在没有砂纸架固定的情况下,砂纸会翘曲变形,是不适合磨这类传统二次开刃刀具的。一般磨刀石磨传统刀具,都是估算大致的刃角,直至完全磨出一个新的刀锋。谁让磨刀石相对便宜呢?

而皮具刃具多为一次开刃,刃面宽,很容易找准刃角角度,就比较适合在砂纸上拖拉磨削。以裁皮刀为例,裁皮刀的刃面,无论是手工还是机械加工,都无法做到和磨刀石一样平直,而是一个微微的蛤刃。所以如果要用磨刀石磨裁皮刀刃面的话,需要把下图中黑色阴影部分全部磨去形成刀刃。

而用砂纸呢,只需要磨削掉一小部分即可。更何况同目数砂纸的磨削力是高于磨刀石的!

所以,磨刀石在皮具工具的打磨中,只能是一个附属品。
砂纸:砂纸是皮具工具研磨中最常用的工具,因为砂纸可以随形贴合打磨。上文已经讲述过砂纸打磨裁皮刀的便捷性。同理,对于头部带弧度的宽铲等工具,也可以用砂纸打磨。我用的德国勇士砂纸,使用中的磨削力是高于同目数的其他磨料的。有的时候甚至修复削薄刀崩口我也用砂纸,会比用磨刀石更快,因为削薄刀本身也是微弧度的刃面。但是注意除非万不得已的紧急情况,裁皮刀不能用砂纸修复崩口,不然弧面弧度较大不利于切割了。砂纸我最常用的是240目,400目,1000目,2000目四个型号,再高的目数我用研磨膏了。
研磨膏和抛光蜡:这个有很多种种类,国产的针筒形研磨膏,德国的Autosol,日本的青棒之类。
很多人觉得研磨膏是用来抛光用的,其实这是一个误区,抛光膏也有低目数可以用来磨削荡刀。当然相比较而言,抛光膏的磨削力稍微弱于同目数的砂纸,但是它在工业生产上面,尤其是机械抛光方面还是有一定的优势。
一般工业生产上是将抛光膏蘸到羊毛轮布轮上后,在工件表面做高速运转的打磨。
普通用户而言,主要是用于恢复工具的刃口锋利度,一般会配合荡刀板、牛皮、帆布等使用。最大的优点,是当研磨膏附着在其他物体上时,可以随着该物体变换成各种形状,做曲面打磨。
以青棒的使用为例,可以在荡刀板上滴上几滴磨刀油,然后将固体青棒涂抹上去,再进行荡刀动作。
另外,最近发现了一种新的磨料——白棒:将白棒涂抹在纸上,然后这张纸即变成了一张高目数的“砂纸”,而且铁屑被留在纸面上,不会如砂纸般掉落砂粒。
整体使用感觉:德国Autosol,大约相当于砂纸2000目上下,涂抹后容易干燥,使用的耗费量较大;青棒号称是8000目,实际磨削力大概相当于2000目砂纸,抛光效果相当于3000~5000目的砂纸,会形成雾面效果;白棒的实际磨削力比青棒强一些,抛光性比青棒弱一些。
几种常见的打磨方法
磨刀石平磨:
适用情况:
1. 磨刀石平磨适合修复崩刃的口子,因为普通皮友家里没有电动工具,第二是因为磨刀石比砂纸便宜;
2. 磨刀石平磨适合需要将磨削表面磨得非常平直的情况,这个就很少见了。
砂纸打磨:
砂纸的磨削力很强,可以视为一块可变形的磨刀石。低目数可以用来修复崩口,高目数在皮具的打磨应用中,用来抛光或者荡刀。一些不规则形状的外表面常常用砂纸打磨。例如,一些工具的手柄需要将砂纸切成条状贴在软布、海绵等物体上进行打磨。

还有一个用处在前面也提到过,可以将一些棱线接续为圆弧面。例如在磨削薄刀的时候,圆弧面常常被磨成一个个的棱面

砂纸磨削以后会呈现为下图的状态

研磨膏打磨:
研磨膏是没有形状的,它比砂纸的贴合度更高,所以抹到哪个物体上,就变成了此种物体外形的磨刀石。
适用于:
1. 涂抹在软质物体上荡刃口,因为介质软,磨削力比较低,可以使得刃具无需像在砂纸上打磨一样需要精准贴合刃口才能进行抛光和恢复锋利;
2. 打磨一些异形刃具,比如拉槽器的拉头,在挖过的槽内涂抹研磨膏,并顺着刃口磨削抛光。一些小号的削边器和冲子的打磨也可以用这个方法。
以上打磨方法将会在下列具体场景中应用。
关于荡刀:
早期荡刀,主要是为了去除刃口的金属毛刺,会在没有磨削力的帆布/牛皮上面,以与刀刃呈一定角度进行荡刀,以求压断金属毛刺。

而现代研磨的概念,荡刀板上附着研磨膏的情况下,荡刀板必须和刀刃角度一致贴合,否则会增大刃角。

类似工具刃具,裁皮刀之类的,反面荡刀必须平着荡,否则在背面磨出一条刃线,等于变相增加了刃角。

在软介质上使用砂纸磨刃口时,切忌用力下压,此时上翘的砂纸会破坏刃口。

裁皮刀/刨刀片的打磨(刨刀片)
裁皮刀崩口情况下的打磨:
1. 首先将裁皮刀和磨料放至与眼睛水平位置以方便观察刃口贴合程度;

2. 将裁皮刀垂直于磨刀石,用粗金刚石板或者240目粗磨石磨去崩口,此时刃口已被破坏;

3. 用更高目数的磨刀石,例如400目进行进一步磨削,磨到接近开刃的状态;
注意:此时不磨到开刃状态,是因为400目的颗粒较粗,会在刃口上形成较大的划痕影响刃口研磨质量。当然也可以偷懒一点直接开刃,性能影响不大。

4. 用800或者1000目磨刀石进行进一步的研磨直至开刃,这里推荐日本刃之黑幕的1000目,磨削力和细腻程度都不错;

5. 将1000目砂纸平放(可以在砂纸背面沾点水放在大理石台面或者玻璃板上,防止翘曲),刀刃的V面角度贴合砂纸,从刀刃往手柄的方向拉十几下。此目的在于去除磨刀石留下的划痕(刃黑1000虽然标称1000目,但实际细腻程度相当于砂纸400目,所以这里要上2000目的砂纸)。

6. 用2000目砂纸重复步骤5,想偷懒的这步可以跳过;
7. 日本koyo青棒荡刀,青棒相当于3000~5000目砂纸的细腻程度。

8. 此时手磨在刀锋上,不知不觉就会被切开皮肤,使人感觉到切口处有点痒痒的。
前羽提醒:
上述一套流程,花费时间大致约半个小时。不追求极致的客户,可以用400目磨石直接开刃,跳过2000目砂纸的这个步骤,可以省一些时间。青棒荡刀的注意点请看上文荡刀章节。用砂纸在磨刀石后做深度研磨,可以将磨刀石磨出的棱面(大部分是因为手不稳引起的),接续为一个轻微的弧面。
另外,前羽建议遇到这样的情况返厂维修,会磨得更好些。
裁皮刀变钝情况下的打磨:
相对于崩口,恢复锋利就要方便多了。
1. 首先将裁皮刀和磨料放至与眼睛水平位置以方便观察刃口贴合程度;
2. 将1000目砂纸平放(可以在砂纸背面沾点水放在大理石台面或者玻璃板上,防止翘曲),刀刃的V面角度贴合砂纸,从刀刃往手柄的方向拉十几下;
3. 2000目砂纸重复步骤1;
4. 青棒荡刀。
前羽提醒:
整个过程1~2分钟完成。裁皮刀的V面,无论是工业磨床,还是人工用砂带机打磨,都不可能与磨刀石磨出来的一样平。哪怕是号称纯手工的裁皮刀,也不会用磨刀石去磨,一是从经济利益上来说没有产量,二是从实际应用上来说,耗费巨大的成本提升的效果却很有限。所以,用磨刀石来恢复锋利,是一个极大的误区!
刨刀片打磨与裁皮刀方法一致,就不赘述了。
削薄刀的打磨
为保证皮友打磨的便捷性和美观度,削薄刀的V面是带有弧度的,所以打磨方法与裁皮刀是有区别的。
削薄刀崩口情况下的打磨:
1. 首先将裁皮刀和磨料放至与眼睛水平位置以方便观察刃口贴合程度;
2. 和裁皮刀一样,用粗金刚石板或粗磨石240目,磨去削薄刀的崩口;
3. 用更高目数的磨刀石,例如400目进行进一步磨削,磨到接近开刃的状态;
注意:在节省时间的情况下,我会用240目砂纸磨,因为磨削力更强,缺点是砂纸消耗比较快,又相对较贵。但是实在是比较方便!
4. 400目砂纸去除步骤3中留下的划痕(400目磨刀石留下的划痕大约和240目砂纸粗细差不多);
5. 用600目砂纸开刃,如果步骤3用的是磨刀石的话,600目砂纸可以将磨刀石磨出来的棱面连接起来(同裁皮刀的方法,如下图所示);



6. 将1000目砂纸放在软介质(鼠标垫,书本,牛皮等)上,刀刃的V面角度贴合砂纸,从刀刃往手柄的方向拉十几下。

7. 用2000目砂纸重复步骤6,想偷懒的这步可以跳过;
9. 日本koyo青棒荡刀。
前羽提醒:步骤3如果用240目砂纸磨削的话,要注意千万不能用此目数开刃,会造成刃口划痕过深过大,后续高目数砂纸不好修复,最终磨好后有大量的金属碎屑堆积在刃口。步骤6中,介质不可过软,打磨过程不要用力下按,否则翘起的砂纸会破坏刃口,无法达到非常锋利的状态。
削薄刀变钝情况下的打磨:
1. 首先将裁皮刀和磨料放至与眼睛水平位置以方便观察刃口贴合程度;
2. 将1000目砂纸放在软介质(鼠标垫,书本,牛皮等)上,刀刃的V面角度贴合砂纸,从刀刃往手柄的方向拉十几下。
3. 用2000目砂纸重复步骤4,想偷懒的这步可以跳过;
4. 日本koyo青棒荡刀。
前羽提醒:步骤3可省略,整个步骤1~2分钟搞定。熟练的话半分钟就OK了。各位思考下为什么打磨要从刀刃方向朝向手柄方向?前面章节我提到过打磨方向形成的微锯齿对切割的作用。
笔刀的打磨
笔刀的打磨和裁皮刀的打磨步骤相同,参见裁皮刀打磨章节。唯一不同的,就是磨削时候的手势和角度。笔刀由于是两边开V一次成刃,需要两侧都磨一次。
再次强调:首先将裁皮刀和磨料放至与眼睛水平位置以方便观察刃口贴合程度
一体笔刀的刃角贴合和打磨方向

镂空笔刀的刃角贴合和打磨方向

前羽提醒:两面开V的笔刀,单面贴合角度较小,磨的时候要有耐心。
一体笔刀/布兰查德的刀条,也是同样的打磨方法。
宽铲的打磨
削薄刀变钝情况下的打磨:
1. 首先将裁皮刀和磨料放至与眼睛水平位置以方便观察刃口贴合程度;
2. 将1000目砂纸放在平整的桌面上,刀刃的角度贴合,从刀刃往手柄的方向拉十几下。
注意:宽铲因为有两侧的耳朵来防止铲穿,所以砂纸贴合的方向应该是刃口弧度的切线方向。否则耳朵与刀刃在一条弧线上,会比较不容易铲起皮子。下图为不正确的打磨效果。

此时需要先轻微磨削,通过观察磨削痕迹来调整打磨角度,然后打磨到下图中的效果(图中为夸张效果,仅为演示,实际操作可)。

3. 用2000目砂纸重复步骤2,想偷懒的这步可以跳过;
4. 日本koyo青棒荡刀。
前羽提醒:步骤2中需要非常细致
冲子的打磨
削薄刀变钝情况下的打磨:
一般冲子的制作材料为碳钢,比较容易磨削,一般可采用荡刀的方式解决,只需使其外侧锋利即可。如果某些特殊材质的冲子比较耐磨,可以考虑在荡刀板上面涂抹800~1000目的研磨膏,荡完再上青棒荡一下。
如图,冲子在荡刀板上一边转动一边荡刀,使青棒对冲子进行轻微的磨削。

擦干净表面残留的青棒即可。圆角斩,浅圆斩也可以用此方法。
削边器的打磨
削边器的槽较小,一般打磨其底部的槽即可。
小号削边器恢复锋利的做法:
1. 用削边器在废弃的厚皮子上削出倒角;

2. 在倒角上涂抹研磨膏;

3. 削边器保持角度,从远及近的方向拉动磨削;

4. 削边器所使用的材质不同,所需要的研磨膏目数也不同。Elle等使用碳钢,可以用青棒;如果是RWL34,M390等钢材,建议用低目数的研磨膏先荡刃口,再用高目数的青棒。
大号削边器恢复锋利的做法:
1. 用削边器在废弃的厚皮子上削出倒角;
2. 在倒角上裹上1000目砂纸;

3. 削边器保持角度,从远及近的方向拉动磨削;
4. 换上2000目砂纸,重复步骤2和3;
5. 换3000目砂纸,重复步骤2和3;
前羽提醒:削边器的锋利度很重要,钝的削边器需要用很大力,不容易保持削边角度一致,会将皮边削得坑坑洼洼。小号削边器我没有用砂纸来磨削,是因为砂纸本身也有厚度,在倒角的外层包裹砂纸磨削的话,削边器的底槽圆弧会越来越大。如果是大号削边器,砂纸厚度的影响基本可以忽略不计。
锥子的打磨
锥子的打磨分为锥尖打磨和侧边打磨。
锥尖要恢复锋利很简单,只需要用荡刀的方法,或者在软介质(牛皮等)上垫砂纸用荡削薄刀的方式将其荡锋利就行。
我不建议皮友对锥子的侧边进行打磨,因为锥针比较细长,受力容易弯曲,不适合在平面上磨。如果非要打磨的话,请在曲面上进行,这样圆柱形磨刀石在打磨的时候,与锥针仅有点接触而非长直线的摩擦,合打磨锥针这样细长易变形的工具。

一些误区及常见问题
1. M390很难磨。
回答:这是某些别有用心的商家的诋毁言论,M390恢复锋利是简单的,砂纸+青棒,1分钟搞定的事情。至于这些还在用磨刀石恢复锋利的商家,我只想说,请别误导皮友!
2. M390裁皮刀切了一个卡位就钝了,真垃圾!
回答:部分劣质的绿色切割垫板,为了降低成本,在内层夹芯层中加入了大量高硬度的杂质,对刃口的损伤很大。一般裁皮刀切8~20cm即钝,所以建议选用白色的PP垫板,能有效保护刃口。
3. 用荡刀就能恢复锋利的刀就是一把好刀
回答:如果一把刀能通过荡刀恢复锋利度,那么说明它材质本身的耐磨程度是不够的,直接导致保持性不足。如果制作过程需要不停地磨刀荡刀,是非常影响制作心情的。研磨膏有目数高低,荡刀板上面涂抹1000目的研磨膏,M390也能直接荡锋利。只是大多数皮友对于研磨不懂,用3000目以上的研磨膏荡刀,磨削力较弱会造成荡刀效果不完美。说到这个,我个人的感觉是,青棒荡M390,大约能恢复80%左右的保持性,所以荡过几次以后,我会在1000目砂纸上过一遍,再用青棒荡一下,就能恢复到原来的100%了。而碳钢的保持性和防锈性,和M390是天壤之别,这就是为什么美贵久在中国销量上不去的原因。
4. 请推荐一款合适的磨刀石
回答:我一般用两块磨刀石,国产240/800目的双面砥石,用来磨削崩口;一块日本的刃之黑幕1000,用来细化划痕(磨削力和国产240目差不多,但是贵,所以一般先用240目磨完再上刃黑1000,对,咱就是这么个节约的人!)
5. 为什么我用磨刀石磨的刀不锋利?
回答:磨刀一定要手稳,手不稳容易在刃面上磨出很多棱面。但是,即便是最牛逼的磨刀师傅,最后一道研磨也绝对不是在大块磨刀石上完成的(日本刀的仕上研磨会用小片的薄的天然砥石在刀身上擦拭)。因为人工控制毕竟是有误差的,在磨完刀以后都是需要最后过一遍,将前面阶段研磨形成的棱线及棱面接续起来。这一步可以用砂纸,或者研磨膏,注意选择适当切削力的目数,新手600~1000目,熟练的2000~3000目比较合适。
6. 为什么我荡完刀反而不锋利了?
回答:荡刀的问题在于,早期的荡刀方式,是以刃口与帆布/牛皮呈一定角度来剐蹭,以此来压断刃口部分的金属碎屑。但是现代冶金和研磨的条件下,可以做到研磨后刃口本身无毛刺(两个条件:粗目数粗磨外形以后,上高目数再开刃),而且现在的荡刀板表面会涂抹研磨膏。如果沿用早期的荡刀方式,荡刀板+研磨膏变成了一块软质的磨刀石,会对刃口形成磨削,将一次开刃磨成二次开刃,增大刃角,影响锋利度和保持性。我遇到大概五六个皮友,都是因为这种错误的荡刀方式导致返修的。
7. 青棒荡刀很吃力怎么办?
回答:青棒的磨削力大约相当于2000目的砂纸,抛光性能接近3000~5000目的砂纸。荡刀本身属于轻量的磨削,在刃口已经严重破坏的情况下是没有办法通过荡刀来解决的。针对这种情况可以采用更低目数的研磨膏
8. 青棒,白棒,研磨膏,这几样我不会用啊。
回答:在荡刀板牛皮肉面一侧,滴上几滴磨刀油,再用青棒块料在上面蹭,即可将青棒涂抹在上面。白棒则不需要滴油,直接在介质(纸,皮等等)上蹭即可。研磨膏本身含有研磨介质和油类物质,直接抹在荡刀板上即可。
皮友问题的集中回复
1. 00号削边器怎么?。
回答:这么小的号子我没磨过,可以参照上面削边器的打磨这一章节。
这里插句题外话:我之前想过一种打磨的辅助工具,金属件倒个角,弧度和削边器底部的槽吻合,薄纸上面抹白棒(或者其他研磨膏也行)靠在这个倒角上,削边器往后拉。这是我目前想到的一个办法,只是一般削边器的厂家出于成本考虑都不提供这样的金属配件。注意这里不能用砂纸代替抹了白棒的薄纸,因为砂纸较厚,磨削力也强,会增大削边器底部圆槽的尺寸,对于小号削边器来说有影响。
2. 斩怎么打磨?(以下回复仅为个人意见,未经实践证明,慎重使用)
回答:在斩齿表面变得粗糙造成拔斩困难时,便需要打磨了。这类抛光的工作,首先要确定斩齿表面的目数,这个靠个人经验,一般我建议从高目数开始尝试,这样不容易在低目数阶段磨过头将斩的外形磨坏。抛光的话建议3000目就可以了。
用台虎钳固定斩身。法斩的侧面较为平直,可以用砂纸贴合钢尺的方式打磨。如果是橄榄斩,横截面为弧形的,砂纸贴合的介质就需要用软一点的,这和我们磨一个蛤刃的原理是一样的。
3. 请教斜头削薄刀的打磨方法,最好小视频,谢谢。
回答:斜头削薄刀和圆头削薄刀的打磨方法是一样的,参见上面的削薄刀打磨环节。视频也已制作完成。
4. 笔刀不好打磨,一直会磕到柄,而且双面开刃,不好打磨。
回答:笔刀如果打磨要不磕到柄的话,刀头需要做得很长,使用不方便且容易硌手。主要还是打磨姿势的原因。这个打磨方法很成熟,请参见上文中笔刀研磨章节!
5. 求好用的研磨工具
回答:我个人建议的搭配是:240/800目国产砥石+刃黑1000修复崩口,砂纸600,1000,2000目深度研磨,青棒用来荡刀。也可准备一些240目和400目的砂纸,偶尔应急可以修复崩口使用(这两个目数植鞣革封边也常用)。
6. 您好 想问下老式圆刀应该怎样去打磨修复 需要什么专业的工具麽 打磨的时候需要注意哪些关键的问题 怎么去判断和评价打磨修复的是否到位希望可以得到解答 多谢!
回答:圆刀开刃有一次开刃和二次开刃两种,不同的款式打磨方式也不同。如果是一次开刃,可以选择和裁皮刀一样的打磨方法。如果是二次开刃,我个人觉得刃角较大,并不是十分适合作为裁皮工具使用。能荡刀恢复锋利就尽量荡刀解决,荡刀解决不了的,就先用1000目磨刀石打磨一下再荡刀。这里提醒一下,二次刃主要还是要靠磨刀石+研磨膏来进行打磨,尽量不要用砂纸。打磨的关键点主要在于被磨削面的光洁和连续。只要手稳,把这两点做好了,打磨也就到位了。这个具体原理我在上面的文章中有介绍
7. 我的段削铲磨完后,前端稍有点斜了,不知是否是打磨方法不对?
回答:刃口有倾斜,是因为打磨的时候两侧用力不一致导致一侧磨削过多,开刃就会是一条斜线,这个是可以通过:打磨— 观察 — 修正打磨角度 — 再打磨,这样的方式来修正。
8. 裁皮刀刀刃中间崩口了,怎么解决?需要把刀刃全部削平,重新开刃么?
回答:需要把崩口去除并重新开刃。可以寄回我处免费进行维修。本店所有自产工具实行终身免费维修。
9. 总是无法把削薄刀磨得像刚到手时这般锋利
回复:先1000目砂纸放鼠标垫或者牛皮上,削薄刀在砂纸上拉几下,再上青棒荡刀,注意在砂纸上拉的时候,要小心不要按太重,否则翘起的砂纸反而会损伤刃口,正常力道就行了。
10. 宽铲的打磨方法啊,一直都不会。 感觉好复杂啊。 到底应该是哪个面与荡刀板接触啊?
回复:宽铲在荡刀过程中,其实并不需要刻意去看哪个面与荡刀板接触,因为荡刀板上的青棒或者高目数研磨膏对宽铲的磨削微乎其微。当然使用久了也许会需要用到1000目砂纸来磨削,这个时候应当注意打磨的主要部位为刃口向后的部位,防止两侧耳朵的走向在刃口的切线方向,这样会导致不容易铲起皮子。

11. 想知道勾刀(就是勾形的镂空刀)该怎么打磨
回答:选择适当直径的圆柱形磨石,可以避免平直磨石无法打磨到凹陷面的情况。
文章已被下列文集收录
给作者打赏
广州市
;)
;)
;)

