【前羽】有云的地方就有天下,有人的地方就有江湖 ——谈谈皮圈

“只要有人,就有恩怨,有恩怨,就有江湖,人就是江湖,你怎么退出啊?”
——《笑傲江湖》
入皮圈有几年了,从去年8月正式开始做裁皮刀开始,做工具也一年了。我经营着一家不大不小的公司,几个项目,但非常失望地说,皮具工具项目的是非是几个项目中最多的。我想,撕逼的发生率大概是和利润率挂钩的吧。这篇文章本来的名字是“破解下皮具工具圈流传的一些谣言”,想想打击面太大,就换个温和点的名字。
有句话“树欲静而风不止”,现在每天都忙于工具的沟通制作,客户问题的解答,所以没有时间去和人撕逼,这里统一写一下。当然,我的表达所面对的对象,不是那些别有用心想撕逼的人,而是始终关注关心我的皮友们。
总有人会感觉前羽威胁到他们的生意,想要刻意打压,也总有人会想借助打击前羽上位,遇到这种人我也没什么办法,只能让他们多喝热水,“你要这么想我也没什么办法”。没错,我就是直男癌晚期病人。
一、皮圈的规矩:科技与情怀
二、谎言之一:M390是炒作
三、谎言之二:M390难磨
四、常见钢材科普
五、一些工具贩子们不懂的钢材
六、国内现实:热处理厂现状
七、自产工具改制和免费维修的一些说明
八、手工高端工具正在筹备中
一、 皮圈的规矩:科技与情怀
规矩,本身是用来约束人们行为的一些条条框框,无法律效应。实际上规矩填补了法律在某些方面的不足,是有益的。而在小众圈子,规矩却极容易被操控,沦落为某些人牟利的工具。
按规矩,我应该融入一个小圈子,互相结成利益同盟,隐藏自己的产品参数和制作过程,毕竟铁打的大神流水的小白,只要大神们是站在我这边的,小白自然是被忽悠的命。
按规矩,我应该把机械加工的东西伪装成手工产品,好把价格卖高点。
按规矩,我应该不标明我的材料属性,毕竟多公布一些参数,就多一个被监督的环节。哦对了,这里,全球刀具生产厂家,都是公布自己的材料和热处理硬度的,日本刀的材料玉钢,也是公开的,无非是冶炼锻合的技法不公布(和表面艺术效果有关)。我不觉得自己的东西有什么可以遮遮掩掩的,全球制刀行业,只有Busse的infi钢材是保密的,这是建立在Busse每年有大量订单的基础上。全球销量高,且Busse产品的利润相对于一般产品高不少(做工很一般,营销做得好),这个厂家才有能力去定制自己的钢材。
话说上次我也问过国内的钢厂,普通碳钢定制1吨起订。可以想象一下,做皮具工具的话,可以做几万甚至几十万个了。国外钢厂根本不可能为中国小品牌定制钢材。
早年间传说,一代制刀大师Loveless和日立定制ATS34做刀具,但是用脑子想想也知道不可能了,Loveless一年才做多少刀?现在他的刀涨价到将近10万人民币一把了,可知他的产量是多么有限。钢厂也要生存,不可能为一个制刀工作室定制钢材。对了,提一下,ATS34这钢是做航空发动机轴承的,这个话题就没什么可辨驳了吧。
RWL34是基于ATS34和154cm开发的粉末版本钢材,也不是专门为制作刀具开发的。
还有AEBL,不过AEBL是基于420H的塑料模具钢基础上改的,同样不是专门为刀具研发的材料。
钢材最多的用途,是用于建筑、模具和一些特殊行业(航空等等)。刀具行业对于整个钢材界来说用量太少了,更不用说皮具用刀了。
所以,我的观点是:
除了Busse公司的Infi,没有任何一种钢材是专门为刀具制作研发的,我们所能做的,是从现有的钢材中选择最适合制作刀具的材料。偏偏是实话有的人却不爱听!
既然没有专门制作刀具而研发的钢材,专业优化的热处理也就无从谈起,只能靠制刀厂家根据自己的需求和经验选择热处理区间。比如CR的S35V,就经常热处理到56~58HRC之间,而一些手工刀匠用的CPM-3V,是可以热处理到61HRC。
全世界除了美国的Peter和Bos,我相信没有任何人会有胆量说针对刃具的热处理做了优化!!!
科技是促使社会进步的基本要素,情怀,属于精神领域的高端建筑。奢侈品的价格高,但是让消费者感受到了身份地位的象征,精神上得到了满足,也是物有所值无可厚非。
前羽品牌,永远都不会去吹嘘情怀,因为我们要做的,是实用的皮具工具。
利益是社会进步的原动力,我从不否认在皮具工具的销售过程中赚到了钱,但是我不会一边打着情怀的旗号,一边忽悠皮友们赚钱。过去不会,现在不会,将来也不会!
二、 谎言之一:M390是炒作
现在一些很莫名其妙的人,总是说M390是炒作。每个圈子都有这样的人存在,刀圈也有一拨人喜欢碳钢。自己喜欢没有关系,但是以自己狭隘的观念去指责别人就变了性质了。
当初皮圈裁皮刀都用的高速钢,更高级的瑞粉出来了是不是炒作?
是不是每一种新材料的应用都是炒作?
是不是只要有人创新就是炒作,只有符合这些人观念的才是正道?
是不是全球范围内M390的流行都是我前羽炒作的结果?
是不是全世界的消费者都傻到能让我前羽忽悠?
呵呵,如果我有这能耐我还在这做皮具工具?
马基雅维利的《君王论》里,提到过一个论点“原殖民地的人民,总是倾向于引入外来的殖民者来对抗原有殖民者”。这是人的天性,所以M390一旦被引入,就迅速侵占了瑞粉的市场,而在M390大行其道的同时,也会有人想标新立异来博取眼球。
但是,麻烦那些黑M390的人,能不能少说些酸溜溜的话,多学习多上点干货?当然你一定要黑我也拦不住你,黑子们深谙“劣币驱逐良币”的方法,毕竟“良币”们,不会不择手段去做一些有违底线的事情。所以岳飞被秦桧杀死了,但是仍不妨碍各位皮友忠于内心的选择。
动了某些用普通模具钢,碳钢做工具但卖出高价的人的蛋糕,不好意思了。
三、 谎言之二:M390难磨
这个谎言,既对又不对。
M390在工业生产上是高耐磨的,你用砂轮打磨,磨料消耗都比很多其他钢材多,但是,这里要看“磨”是怎么样的磨法。
刀一钝就上磨刀石,那是不会磨刀的人才干的事,误导了多少皮友?
如果仅仅是刀钝了,我们工作室的成员演示过砂纸+青棒瞬间恢复锋利度的方法!
裁皮刀,削薄刀,以及笔刀,都可以用这种方法。恢复时间为1~2分钟。
仅仅用青棒荡刀也可以,我用1000目砂纸打底,是为了省时间!
刀具崩了大口,上磨刀石初步修复,我本人测试的结果是,碳钢15分钟,瑞粉25分钟,M390用35分钟。如果中间换用砂纸,会更快。当然砂纸比较贵,用不用取决于用户的时间值不值钱。
四、 常见钢材科普
国际钢材牌号
不同的国家,对于同成分的钢材有不同的名称,例如我们常见的“D2”这种钢材,国产牌号是Cr12MOV,美国AISI标准下的牌号是D2,日本JIS标准下是SKD-11,瑞典的牌号是XW-42.
上述材料的成分,是基本相同的,冶炼工艺,暂时不清楚是否有区别,但是性能的差别还是比较大的。
比如国产的Cr12MOV,保持性只有国外产品的50%,美国D2表面很难打磨出镜面,日本SKD-11在几者之中显得更爱锈一些,瑞典XW-42的表面打磨光洁性较好且热处理不易变形。
商家在用国产材料时,一般都是标称D2,DC53(日本牌号),因为即便做成分检测,结果也是差不多的,而性能的差距还是有一些的,所以皮友们在选择的时候要多加询问。靠谱的方法就是找专业的卖家咨询购买。
例如曾经有低价的20cv摆在我面前,我没有选择,因为M390的冶炼技术是第三代粉末钢,而20CV并非第三代粉末冶金技术治成,性能稍有差异。花差不多的前,为什么不用更好一些的呢?
附一些普通钢材的对照表
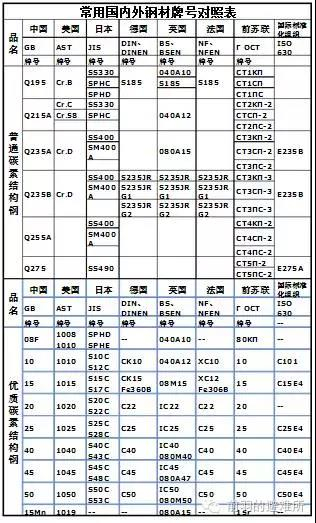
高速钢
高速钢的特点是高硬度高耐磨,还有红硬性好。国内一般称之为白钢。
高速钢的种类很多,国产的W6,W18,美国的CPM-M4,瑞典的ASP23,ASP60等,几者之间差异很大。就比如大家吃的面,各个地方连分量都不一样,更别说口感营养这些了。
我个人的实际使用感受,是W6,W18等保持性很一般,CPM-M4韧性和耐磨其实都挺好,这两项性能是可以超过M390的(除了防锈),但问题是国内不好买,也没有配套的热处理。ASP23和ASP60是瑞典一胜百的钢材,耐磨其实是不错的,防锈一般,硬度可以处理得比较高。
高速钢的红硬性好,使其加工过程中不容易退火(红硬性好退火温度比较高),也是一个相当好的优点。
大家在选购的过程中,一定要问清楚卖家提供的高速钢是什么牌号,产地哪里,否则很容易花了钻石的钱买到石墨。
碳钢
美国刀匠分两派,磨除派主要用现代钢材,如日中天。而ABS锻打派主要走艺术路线,即自锻大马,但是从来没成为过实用派的主流。
碳钢的流行,和日本的推广是不可分割的。日本人喜欢将传统的玉钢锻成武士刀,经过一番包装,披上文化的外衣去售卖高价。对工具用钢,又喜欢用青纸,白纸这些美丽的名字来称呼。听着是不是很高大上?要是成为高碳钢,中碳钢是不是瞬间就low了?
日本的衰落,和他们固有的保守民族思想有很大关系,所以在和中国的竞争中节节败退。吹嘘情怀的碳钢,都是会被现代钢材击败。
不然,何以美贵久没有在皮圈流行起来反而销量下滑?最早期我用的美贵久,没用多久就磨去了1/3刃面。
好磨的优势,带来的就是保持性差的弱点。就好比人家汽车油箱60L,你的汽车油箱5L,每次停下来加油还得嘲笑别人“我的油箱加满用的时间少”,却不知别人已一骑绝尘而去。
碳钢的致命弱点:爱锈,耐磨差,使用过程中需要不停地磨。但是普通的碳钢,在制作大型廉价用品的时候有价格优势,还是可以一用的,比如柴刀等(用其他钢材做得多贵啊)。
瑞粉
瑞粉RWL34的性能,早期我就做过裁皮刀的对比测试,当时的结论是:瑞粉比我想象中的性能还是好一些。
帖子链接:
6种不同钢材的裁皮刀/削薄刀横向对比测试
后面对于瑞粉卖家对M390的诋毁,我作了反击。
帖子链接
皮圈那点事:走下神坛的瑞粉,以及新兴工具用钢的崛起
平心而论,我不觉得瑞粉有什么不好,如果做25cm以上长度的刀具,瑞粉比M390好用,只是做皮具工具,M390会更合适,原因如下:
1. 瑞粉材料性能各项都比较平均导致没有突出的优势项目;
2. 母公司damasteel长期垄断价格,价格虚高。而美国同成分的粉末钢CPM-154,价格仅仅是瑞粉的60%;
3. 瑞粉在国内没有官方热处理。
当然了,M390一出,一堆原有的瑞粉工具商就开始对M390冷言冷语,但讽刺的是,最终他们也开始陆续使用M390做工具了。
五、 一些工具贩子们不懂的钢材
中国国内,不容易买到真的高端钢材。其中以东莞和苏南,假钢材盛行。高端钢材,除了博乐一胜百这些在国内有子公司的品牌,如果不是行业内的人且直接从国外拿货,一般都是买不到真货的。
工具贩子们,最怕的,就是你问多,问得细,他就回答不上来,容易露馅。
本工作室,CPM-3V,S35VN,XW-10,K390,K890的产品会陆续上市。我不拘泥于使用一种钢材,也不介意分享我的研究成果,贩子们如果想抄就抄吧,但是这些人永远抄不了的,是脑子。
什么情况下需要CPM-3V来制作工具,怕是他们也不懂。这点我留个后门,哪天还有人撕逼的话拿出来说说。
六、 国内现实:热处理厂现状
一般热处理炉能放多少公斤的产品?淬火介质是什么?深冷怎么做?温度控制在多少?你的产品几种热处理方式?高温回火和低温回火什么区别?工件大小对于热处理公式的系数该如何修正?
其实我很想邀请一些同行来回答这个问题,只可惜大多数都忙着捞钱。
普通小厂的热处理方式:今天A送来皮具工具几百个要热处理,要求热处理硬度59,淬火温度要求1080度,油淬,加起来只有二三十公斤。B送来350公斤材料,要求硬度要求热处理硬度61,淬火温度1030度,气淬。真空炉一炉装400公斤,算了,我按350公斤的材料热,管不了那二三十公斤了,大不了热坏了不收他钱就是了。对了,这个是什么材料?粉末钢?没听说过,按模具钢热吧,反正都差不多。
就算是同一种钢材,工件大小不同都有可能导致热处理效果不同,更不用说同炉热处理了!
正规大厂原厂的热处理方式(必须是要售卖钢材的厂家提供的热处理,否则出了问题热处理厂家和钢材厂家容易互相扯皮):今天客户C送来了XW-42钢材,要求热处理硬度60,加深冷处理,一共100公斤。最近没人有同样的需求,我得告知客户C,要不和别人的同炉热,要不再等等,不然热坏了客户要投诉,我要受处分扣奖金。XW-42钢材我们有大量的热处理经验,老师傅光热处理这一种钢材就已经干了十几二十年了,严格按照标准流程来走,修正热处理公式的系数没有问题。热处理前签合同,热处理完了给质保书和热处理曲线图,有问题随时找我们赔偿。
看到区别了吗?我在前面说过论点:除了Busse公司的Infi钢材,世界上没有任何一种钢材是为做刀具而生的,除了美国的Peter,Bos以外,也没有任何人敢说自己按照刀具的标准做了热处理优化。
以下是本人在2013年交流的第一家热处理厂




这是一家长期合作的热处理厂家的设备




这是本人近期受朋友委托代为处理的工件


还有一些小热处理厂,手机像素太低,就没有拍照了。
七、 自产工具改制和免费维修的一些说明
非常感谢大家的信任,宽铲,在没有测试的情况下发售,大家也给了我很大的支持。
譬如六棱锥,设计有缺陷已全部召回,将进行销毁处理重新制作。
早期的裁皮刀,做工工艺也不如现在的这一批,有的客户等了几个月才收到。
所有的自产产品,都是终身免费维修。
自产工具也可提供如下维修和改制服务:
1. 旋转刻刀改刃角;
2. 旋转刻刀改宽度;
3. 第一版本的锥子截短后重新开刃(此项免费);
4. 第一版本的宽铲改刃角(此项免费);
5. 裁皮刀改刃角(此项免费);
6. 刨刀片改刃角(此项免费);
7. 削薄刀刀头改斜度(部分情况下免费);
8. 边线器打磨改槽深(此项免费);
9. 边线器打磨改高低差;
10. 所有自产工具打磨锋利(此项免费)
一切的一切,都是在逐渐的改善,非常感谢大家陪伴着前羽品牌的成长。
八、 手工高端工具正在筹备中
手工,不是瑕疵的代名词,而是机器做不到的细节处理。
前羽工作室设备正在升级改造中,手工高端工具正在筹备,敬请期待!
文章已被下列文集收录
给作者打赏
;)
;)
;)

