【前羽】重器:M390削边器发布及说明

前言
一句话概括:削边器属于制作难度略高的产品,这也是为什么市面上优质削边器比较少的原因。
一是小号削边器粗胚加工的难度较大;二是精细打磨比较繁琐,对打磨人员的要求比较高;三是常用的削边器有三四支,价格高了皮友的负担太重。所以即便削边器的制作难度比宽铲高,价格也无法随成本等比例上升,生产者的制作意愿就会降低。
道格拉斯的削边器要卖1000一支,巴里金的宽铲只能卖300多,是有一定道理的。
曾经我低估了削边器的制作难度,做过一个简易的版本,现在经过1年时间,3个版本的试样,终于制作出了品质和价格相对比较均衡的产品,希望大家能够喜欢。


产品参数介绍
本次削边器一共有7个型号,分别是0~6号。请注意,本人的削边器号子偏小,不需要和市面上其他的削边器号子大小作比较。削边器本身也没有标准体系,如果非要纠结这点的话,我可以霸气地告诉你,只要东西好,覆盖用户广,就会变成标准体系。
写槽宽不够形象,我就直接把型号对应皮厚和大家说明一下。
0号,适合削0.5~0.8mm的皮子(这支属于收藏类型或者精细铬鞣使用);
1号,适合削1.0mm的皮子(植鞣卡位皮)
2~6号,我以将皮边削成如下图近似半圆形来举例,供大家参考。
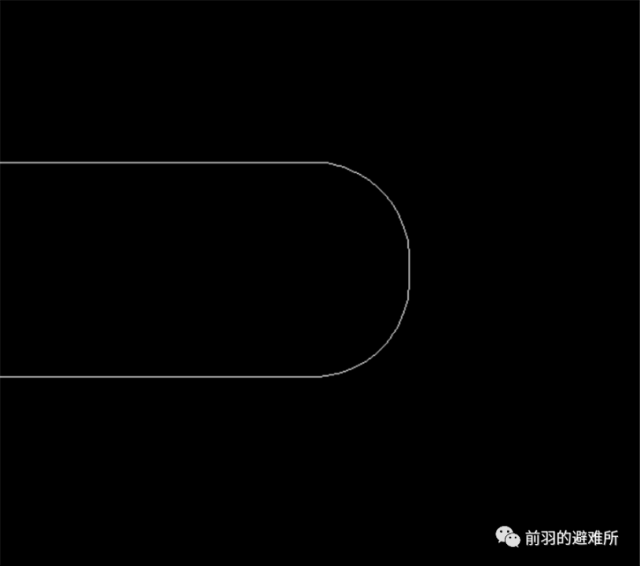
2号削边器可将1.5mm厚度的皮子削成如上图的近似半圆形(长夹外皮等可用);
3号削边器可将2mm厚度的皮子削成如上图的近似半圆形(中型包袋外皮削边可用);
4号削边器可将2.5mm厚度的皮子削成如上图的近似半圆形(中型包袋外皮、皮带等可用);
5号削边器可将3.0mm厚度的皮子削成如上图的近似半圆形(皮带,刀鞘,箱包等可用);
6号削边器可将3.5~4mm厚度的皮子削成如上图的近似半圆形(大型箱包厚皮边可用);
人工打磨头子,可能会有一点误差,但是大致是这么个效果。
产品优点
1. 外形采用经典造型,使用长头,取了实用和美观上的一个平衡点;
2. 轻微弯曲的弧度,更符合皮友的使用习惯;

3. 制作精良,品质和普通削边器有肉眼可见的差异,铜箍处密闭不会漏胶;


4. 长槽设计,槽的长短决定着产品的使用寿命,也使成本直线上升,但这是高端削边器的标配;

5. 正反槽都经过精细抛光打磨,基本无机加工痕迹。这也是前羽产品的一贯标准(第一批偶尔有几个有痕迹的,下面作了说明);


6. 材料使用奥地利博乐第三代粉末钢M390,高防锈性能,高保持性(不容易钝);
7. 微凹黄檀手柄,油性十足,纹理丰富,密度高不容易变形。长时间使用会产生包浆,呈现老工具的效果;


8. 说到钝的问题,削边器打磨一直是大家头疼的一个问题,我这边为自己的削边器设计了一款配套的打磨夹具,还在生产中,后续可以做到“无脑”便捷打磨;

9. 每一个削边器,基本上可做到出厂状态下削皮如泥。
常见问题
说完优点咱们来说说常见的问题及处理方法:
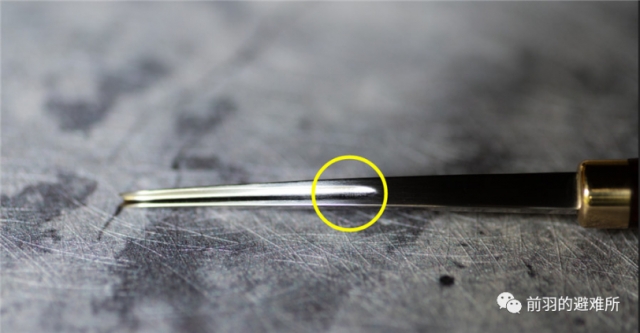
1. 底槽打磨:削边器打磨的时候主要是打磨底槽,从而和正面槽形成刃口进行切削。正面槽细,大家不一定好打磨,所以全部做了精细打磨。底槽的打磨会有一些“漏网之鱼”,留下如下图中的一些机加工痕迹。不过这并不影响使用,刃区附近都是打磨得干干净净的,根部一点点的痕迹,在后续打磨底槽到这个地方的时候,也是非常容易的。至于为什么出厂之前不打磨干净,主要是因为等发现有部分“漏网之鱼”的时候已经热处理好了硬度变高,继续打磨的代价太高。所以这部分会随机发货,介意的皮友请勿拍下。
2. 削边手势:削边器根据切入的角度不同,切削量也会不同。以低手势切入时,切削量比较小,倒角为小圆弧。以高手势切入时,切削量比较大,倒角为大圆弧。部分皮友如果习惯需要低手势+大切削量的,可以用打磨夹具进行校正,这个使用方法会在夹具发售的时候说明;
高手势图

低手势图

3. 压皮现象:压皮即在原色植鞣革上面留下削边的压痕,因为后续还要压装饰线,轻微压皮对实际效果是没有影响的。压皮现象主要是小号削边器的头部侧壁过薄引起的,侧壁薄了会有轻微压皮,侧壁厚了又影响和遮挡视线。这个问题要看具体的取舍。
如下图所示的两个侧壁与底槽形成的尖尖的隆起
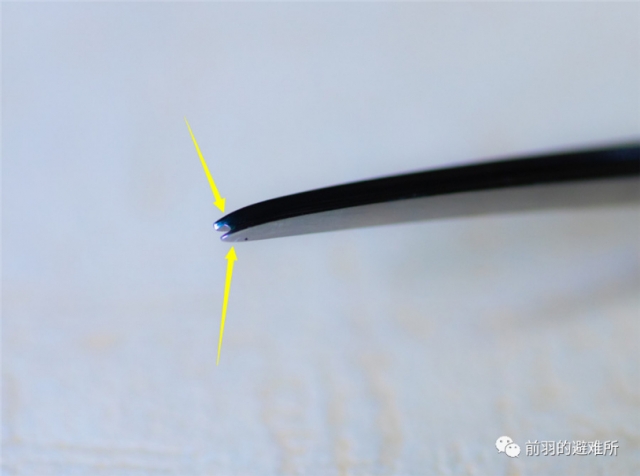
将手势抬高,就基本能够解决掉这个问题。另外,小号的削边器因为槽很细小,更容易形成压边,可以用800~1500目的砂纸垫在牛皮上面,削边器头部向下拉十几下(使侧壁与底槽形成的尖尖的隆起变得圆润),再抛光即可。
打磨方法
这个后续打磨夹具做好了我再和大家介绍。
使用效果

拍付链接
整套购买的客户享受95折优惠。非整套购买的客户请拍淘宝链接,本次发售没有优惠。
【前羽削边器 M390粉末钢植鞣铬鞣倒边倒圆角手工皮具封边打磨DIY】https://m.tb.cn/h.3m9ghOb?sm=599075
点击链接,再选择浏览器咑閞;或復·制这段描述¥lPyYbkn9SEX¥后到淘寳
文章已被下列文集收录
给作者打赏
;)
;)
;)

